Beyond Stainless Steel: The Complete Guide to Hygienic Pumps in Industrial Processing

In industries such as food processing, pharmaceuticals, and biotechnology, maintaining hygiene is not optional—it is essential. A hygienic pump plays a critical role in preventing contamination while ensuring smooth and efficient fluid transfer.
Many assume that using stainless steel is enough. However, true hygiene goes far beyond material choice. This guide explores what really makes a pump hygienic and why it matters for modern production systems.
This article examines the following topics:
What Is a Hygienic Pump?
A hygienic pump is specifically designed to handle sensitive fluids without introducing contamination. These pumps are built to meet strict sanitary standards and are commonly used in:
- Food and beverage production
- Dairy processing
- Pharmaceutical manufacturing
- Cosmetics industry
They ensure that the product remains safe, clean, and compliant with global regulations.
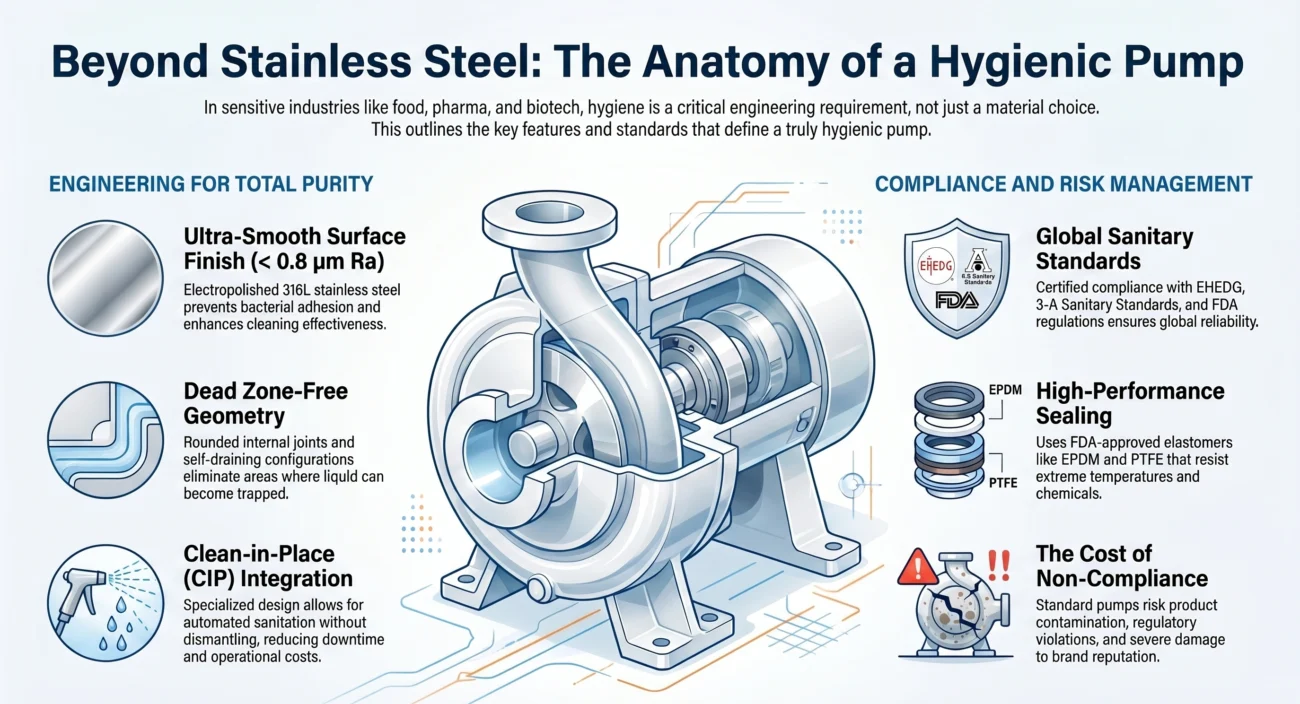
Centrifugal water pump solutions by RP Pumps deliver high efficiency, reliable performance, and long service life. Power your irrigation, industrial, and water transfer systems with trusted RP Pumps technology.

CBI 4-40 Multi-Stage Horizontal Water Pump — 2400 GPH, 1.8 HP, 220/460 Volts, 1 1/4 in. Suction, 3P
CBI 4-30 Multi-Stage Horizontal Water Pump — 2400 GPH, 1.4 HP, 220/460 Volts, 1 1/4 in. Suction, 3P
CBI 4-20 Multi-Stage Horizontal Water Pump — 2400 GPH, 1 HP, 220/460 Volts, 1 1/4 in. Suction, 3P
CBI 2-60 Multi-Stage Horizontal Water Pump — 1062 GPH, 1.4 HP, 220/460 Volts, 3P
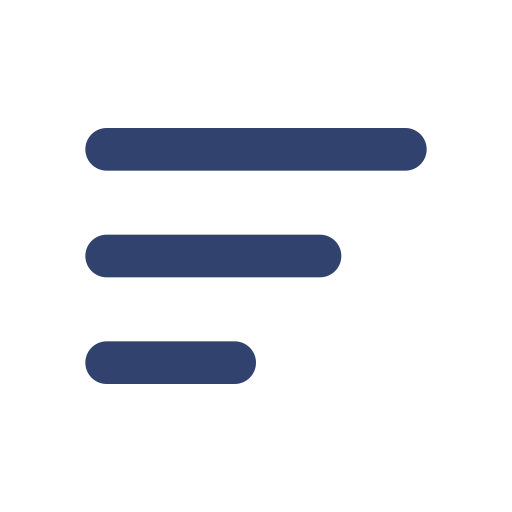
Key Features of Hygienic Pumps
Ultra-Smooth Surface Finish
One of the most important characteristics of hygienic pumps is their internal surface quality.
- Typically made from 316L stainless steel
- Surface roughness below 0.8 µm Ra
- Electropolished interiors
These features prevent bacteria from sticking to surfaces and make cleaning much more effective.
Dead Zone-Free Design
Dead zones are areas where liquid can become trapped, leading to bacterial growth. Hygienic pumps are designed to eliminate these risks by using:
- Rounded internal geometries
- Minimal gaps and joints
- Self-draining configurations
This ensures complete product flow and easy cleaning.
Related article: For more information about agricultural irrigation water pump, click the link.
High-Quality Sealing Systems
Seals are often the weakest point in a pump if not properly designed. Hygienic pumps use:
- FDA-approved elastomers (EPDM, PTFE, silicone)
- Temperature-resistant materials
- Chemical-resistant components
These seals maintain integrity even under harsh cleaning and operating conditions.
Clean-in-Place (CIP) Compatibility
Modern hygienic pumps are designed for CIP (Clean-in-Place) systems, allowing cleaning without dismantling the pump.
Benefits include:
- Reduced downtime
- Improved efficiency
- Consistent sanitation
- Lower operational costs
Compliance with International Standards
To ensure safety and reliability, hygienic pumps comply with strict standards such as:
- EHEDG (European Hygienic Engineering & Design Group)
- 3-A Sanitary Standards
- FDA regulations
These certifications guarantee that the pump meets global hygiene requirements.
Related article: For more information about 370W vortex blower pump for aquaculture, click the link.

Why Hygienic Pumps Are Important
Using a standard pump in a sensitive environment can lead to:
- Product contamination
- Regulatory violations
- Financial losses
- Damage to brand reputation
A properly designed hygienic pump minimizes these risks and ensures consistent product quality.
Get premium-quality high pressure multistage pumps engineered to deliver superior performance in high-demand systems.





Conclusion
A hygienic pump is more than just stainless steel—it is a carefully engineered solution designed to maintain cleanliness, safety, and efficiency. From smooth surfaces to CIP capability, every detail matters.
For industries where hygiene is critical, investing in the right pump is essential for long-term success.
FAQs
What are hygienic pumps?
Hygienic pumps are specialized pumps designed to handle products in industries where cleanliness and contamination control are critical, such as food, beverage, dairy, pharmaceuticals, and cosmetics. They are built to be easy to clean, resistant to contamination, and compliant with strict sanitary standards.
Why is stainless steel commonly used in hygienic pumps?
Stainless steel is widely used because it is corrosion-resistant, durable, non-reactive, and easy to clean. It also withstands high temperatures and aggressive cleaning agents used in sanitary processes.
Are hygienic pumps always made of stainless steel?
While stainless steel (especially 316L grade) is the industry standard, hygienic pumps may also include advanced polymers, elastomers, and specialized coatings for seals, gaskets, and internal components to improve performance and chemical resistance.