How to Select the Right Chemical Pump for Your Application

Why Choosing the Right Chemical Pump Matters
Chemical pumps are specifically designed to transfer aggressive, corrosive, hazardous, or sensitive fluids. Unlike standard water pumps, chemical pumps must withstand harsh operating conditions and maintain performance over long periods.
A properly selected pump helps:
- Prevent chemical leaks and contamination
- Increase operational efficiency
- Reduce maintenance costs
- Improve workplace safety
- Extend equipment lifespan
Because every chemical process is different, there is no “one-size-fits-all” solution.
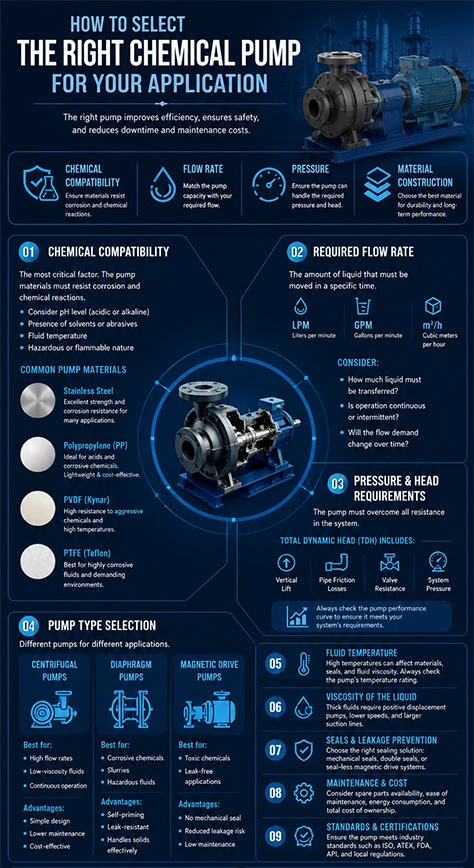
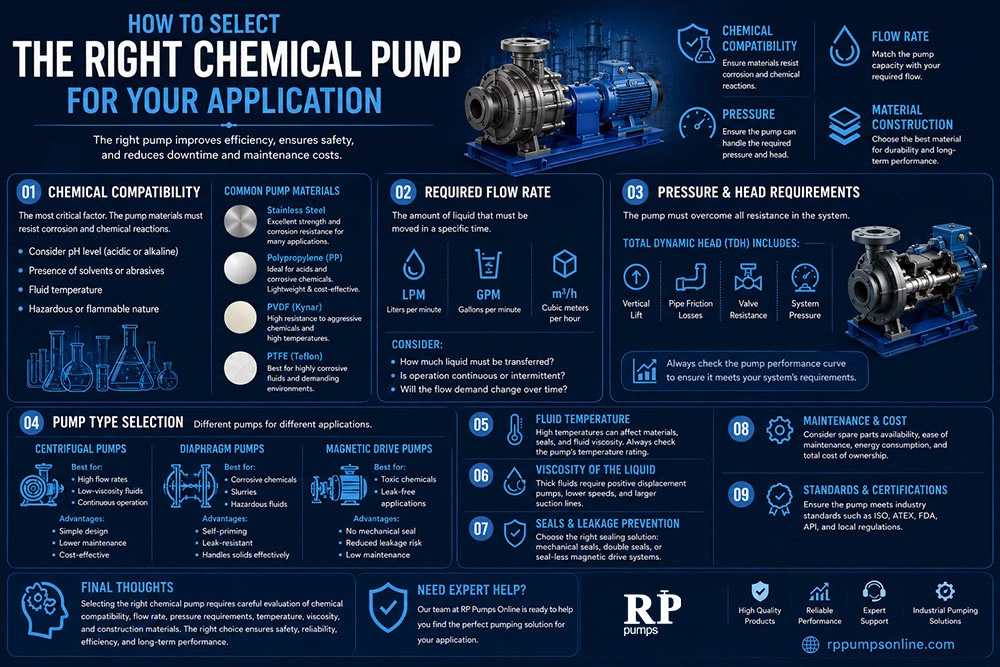
1. Chemical Compatibility
The first and most critical factor is chemical compatibility. The pump materials must resist corrosion and chemical reactions caused by the fluid being transferred.
Before selecting a pump, ask:
- Is the liquid acidic or alkaline?
- Does it contain solvents or abrasive particles?
- What is the fluid temperature?
- Is the chemical hazardous or flammable?

Right Chemical Pump for Your Application
Common Pump Materials
Stainless Steel
Ideal for many industrial chemicals and high-temperature applications. Stainless steel offers excellent strength and durability.
Polypropylene (PP)
Commonly used for acids and corrosive chemicals. Lightweight and cost-effective.
PVDF (Kynar)
Highly resistant to aggressive chemicals and high temperatures.
PTFE (Teflon)
Excellent for highly corrosive fluids and demanding chemical environments.
Using incompatible materials can quickly damage seals, impellers, and pump housings.
2. Required Flow Rate
Flow rate refers to the amount of liquid the pump must move within a specific period, usually measured in:
- Liters per minute (LPM)
- Gallons per minute (GPM)
- Cubic meters per hour (m³/h)
Choosing a pump with insufficient flow can slow production processes, while oversized pumps waste energy and increase operating costs.
Questions to Consider
- How much liquid must be transferred?
- Is continuous or intermittent operation required?
- Will the flow demand change over time?
Accurate flow calculations are essential for optimal pump performance.



3. Pressure and Head Requirements
Pressure capability is another key factor when selecting a chemical pump. The system must overcome friction losses, pipe resistance, elevation changes, and operating pressure.
Understanding Total Dynamic Head (TDH)
TDH includes:
- Vertical lift
- Pipe friction losses
- Valve resistance
- System pressure requirements
A pump that cannot meet the required pressure will struggle to deliver fluid effectively.
High-pressure applications may require:
- Multistage pumps
- Magnetic drive pumps
- Diaphragm pumps
Always review the pump performance curve before making a final decision.
4. Pump Type Selection
Different pump technologies are designed for different applications.
Centrifugal Pumps
Best for:
- High flow rates
- Low-viscosity fluids
- Continuous operation
Advantages:
- Simple design
- Lower maintenance
- Cost-effective
Diaphragm Pumps
Best for:
- Corrosive chemicals
- Slurries
- Hazardous fluids
Advantages:
- Self-priming
- Leak-resistant
- Handles solids effectively
Magnetic Drive Pumps
Best for:
- Toxic chemicals
- Leak-free applications
Advantages:
- No mechanical seal
- Reduced leakage risk
- Low maintenance

Magnetic Drive Pumps are Best for Toxic chemicals and Leak-free applications.
5. Fluid Temperature
Temperature directly affects pump materials, seals, and performance.
High temperatures may:
- Damage plastic components
- Reduce seal lifespan
- Affect viscosity and flow
Always verify the pump’s temperature rating before installation.
Related Article: How to Size a Water Pump Correctly
6. Viscosity of the Liquid
Thin liquids such as water behave differently from thick chemicals, oils, or syrups.
High-viscosity fluids often require:
- Positive displacement pumps
- Lower operating speeds
- Larger suction lines
Incorrect pump sizing for viscous fluids can reduce efficiency and increase wear.
s across multiple industries.